Alex Ponomarev
Модератор
На советском производстве знаков я не был никогда.
Я не знаю, как у немцев мог процесс штамповки и вырубки зависеть от станка.
Обе эти операции выполнялись и выполняются на одинаковых прессах.
Всё зависит от того, какой штамп в него вставлен.
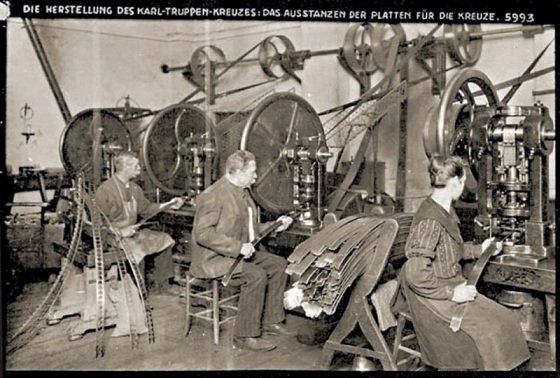
Пресс №1:
Стоит вырубной штамп.
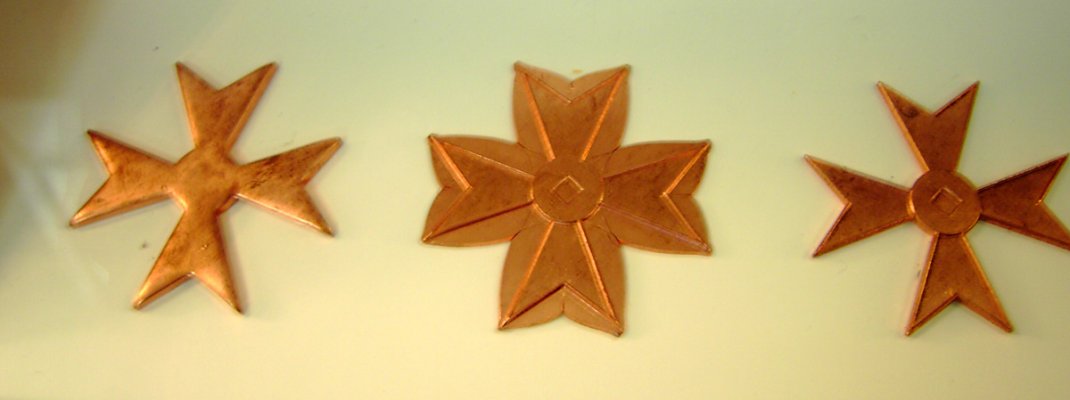
Операция: вырубает из ленты металла заготовку формой близкой к конечному изделию.
Пресс №2:
Стоит обычный штамп.
Операция: из заготовки отштамповывает знак.
(по краям знака образуются наплывы)
Пресс №3:
Стоит вырубной штамп №2.
Операция: обрубает наплывы.
Я не знаю, как у немцев мог процесс штамповки и вырубки зависеть от станка.
Обе эти операции выполнялись и выполняются на одинаковых прессах.
Всё зависит от того, какой штамп в него вставлен.
Пресс №1:
Стоит вырубной штамп.
Операция: вырубает из ленты металла заготовку формой близкой к конечному изделию.
Пресс №2:
Стоит обычный штамп.
Операция: из заготовки отштамповывает знак.
(по краям знака образуются наплывы)
Пресс №3:
Стоит вырубной штамп №2.
Операция: обрубает наплывы.




 :)")